|
YYTP型全自动液压调整装置
概述
本公司生产的全自动液压拉紧早已在电力、煤炭等行业的皮带运输场所广泛使用,由于很 多使用场所皮带跑偏严重,影响液压拉紧进一步推广使用。
本公司技术开发部为解决皮带跑偏 问题,分析研究各种皮带调正器的结构原理,融合先进的液压技术,终于研制出全自动、无 动力源、皮带跑偏液压调正装置,全称为全自动液压调正器。经各地区的电公司、煤矿、钢厂 使用确认,预防和处理皮带跑偏问题,该产品是目前最理想的设备。
液压调正装置能够自动检测皮带跑偏并予以调整,使皮带始终运行在设定的范围之内。 使用全自动液压调正装置能够消除皮带机因安装不准、运转不灵、物料冲击、负荷变化、皮 带断面间伸长率不均等因素造成的皮带跑偏。
液压调正装置不需电源、自动调整、结构简单、性能可靠、安装方便。可以在任何恶劣 环境下工作:不怕水、不怕粉尘、不怕物料撞击,不损伤皮带。
工作原理及型号说明
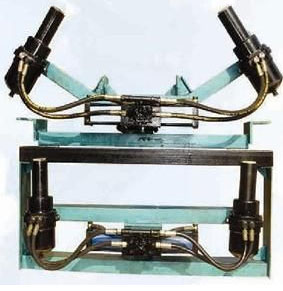
液压调正装置是由检驱轮、油泵、复合油缸、油管总成、固定机架构成。当皮带运行跑 偏时,皮带与检驱轮接触,检驱轮带动油泵旋转,输出压力油控制驱动油缸往复运动,带动 调心托辊偏转,使调心托辊的线运动方向与皮带的运动方向形成一个夹角,产生的摩擦力驱 动皮带,使皮带始终在设定的范围内运行,从而避免皮带跑偏造成散料及皮带摩擦撕带,达到保护皮带机正常运行之目的。
结构原理
参照附图,在机架l上一组调心托辊2的两侧相同高度设置两只垂直安装的检驱轮3,检驱轮3转轴与油泵4动力输入轴相连,用两个固定支架5分别把左右两侧的检驱轮3与油 泵4固定在两侧机架l上,调心托辊2与左侧固定支架5之间设置复合油缸6,复合油缸6的尾部与固定支架铰接,复合油缸6的活塞杆与调心托辊2的托辊架转动部分左侧铰接,用油管把油泵4的油口与复合油缸6尾部的油口接通。如图皮带7运行方向为前方时,当皮带 7向左跑偏,触动左侧检驱轮3,左侧油泵迅速输出压力油,通过复合油缸6的油路集成块进入油缸的无杆腔,推动活塞和活塞杆,有杆腔的液压油经油路集成块回复合油缸的油箱中,活塞杆迅速伸出,推动调心托辊2顺时针转动(即调心托辊左侧向前偏转),驱使皮带7向右跑而居中;当皮带7向右跑偏,触动右侧检驱轮3,右侧油泵输出压力油,通过复合油缸6的油路集成块进入油缸的有杆腔,推动活塞使活塞杆回缩,无杆腔的液压油经过油路集成块回到复合油缸6的油箱中,活塞杆迅速缩回,拉动调心托辊2逆时针转动(即调心托辊左侧向后偏转),驱使皮带7向左跑而居中。

选型须知
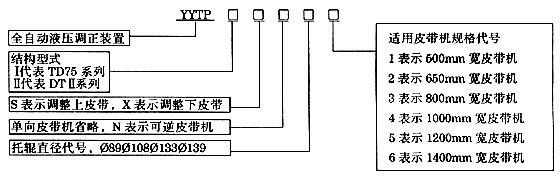
l、液压调正装置有两大系列
(1)I型系列,适用于TD75型皮带机。
(2)H型系列,适用于DTII型皮带机。
2、根据皮带机的皮带有上下两层,分为上皮带调正装置和下皮带调正装置。
3、根据皮带机的单向运输和双向运输两种场所,分为单向调正装置和可逆调正装置。
4、规格参数
选型:DTII型皮带机用户须提供皮带机安装处中间架、托辊图号或托辊直径和托辊槽角。
TD75型皮带机用户仅需要提供皮带机带宽即可。
5、为使调正装置使用方便,性能可靠,建议用户选用本厂配套的专用调心托辊。
安装
l、液压调正装置应安装在皮带需要纠偏的场所。安装前请参照使用说明书。
2、液压调正装置使用的液压油为HM―32,加油过滤精度209Pm。
3、为使加油方便快捷,本厂有专用手动加油机供用户选择,该机结构紧凑、操作简便。目前该机有两种型号,分别为TQJY-20型、TQJY一lo型,其中20、lO分别为加油 过滤精度20、10wm o
4、对于新增用户,本厂一律派技术人员指导安装调试 |